Самое главное - чтобы оборудование не простаивало, работало с максимальной отдачей. Сколько стоит минута машинного времени? Об этом знают не все.
На транспорте система учета простоя машин принята давно. Каждый пассажир знает что минута стоянки такси стоит денег. Жаль, что токарные, ткацкие и другие станки не оборудованы такими счетчиками!
Фондоотдачей называется объем продукции в расчете на единицу используемых производственных фондов. Обратным показателем является фондоёмкость продукции, определяемая объемом производственных фондов, приходящихся на единицу продукции.
Обычно на предприятии фондоотдачу измеряют как отношение стоимости выпущенной продукции за определенное время, например, за год, к среднегодовой стоимости основных производственных фондов. Фондоёмкость определяют как среднегодовую стоимость основных производственных фондов на 1 рубль выпущенной продукции.
Чтобы повысить фондоотдачу, необходимо отладить «параллельность» производства изделий.
Различают три основных вида организации движения производственных процессов во времени:
♦ последовательный, характерный для единичной или мелкосерийной обработки или сборки изделий;
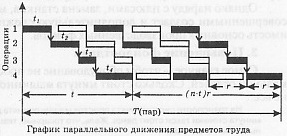
♦ параллельный, применяемый в поточном производстве;
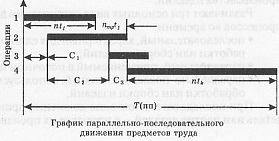
♦ параллельно-последовательный, используемый в условиях прямоточной обработки или сборки изделий.
При последовательном виде движения производственный заказ - одна деталь или партия деталей - в процессе их производства переходит на каждую последующую операцию только после окончания обработки всех деталей данной партии на предыдущей операции. При этом каждая деталь пролеживает на каждой операции сначала в ожидании своей очереди обработки, а затем в ожидании окончания обработки всех деталей данной партии.
Время всей обработки (Тпос) прямо пропорционально числу деталей в партии и времени обработки одной детали по всем операциям, т.е. Тпос = Et x n, где Et - время обработки одной детали по всем операциям, мин; n - число деталей в партии.
При параллельном движении несколько единиц одной и той же партии могут одновременно находиться в обработке на разных операциях. Общая продолжительность обработки значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. Однако при параллельном виде движения на некоторых рабочих местах могут возникать простои людей и оборудования. Такие простои неизбежны в том случае, если операции, следующие одна за другой, не синхронизированы (не выровнены по их длительности).
Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей на каждой последующей операции начинается раньше, чем полностью заканчивается обработка всей партии деталей на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными партиями. Накопление некоторого производственного задела на предыдущих операциях позволяет избежать возникновения простоев. Продолжительность процесса обработки значительно уменьшается по сравнению с последовательным видом движения.
Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями.
В современных условиях руководителю надо также подумать, не лучше ли продать часть помещений и оборудования, уступив часть работ другим производителям. При этом достигается и экономия на налогах, на ремонте и обслуживании оборудования.